Posted by Barkacsonline.hu | Posted in BarkÃĄcsgÃĐp, FÚrÃģgÃĐp | Posted on 01-08-2010
CÃmkÃĐk: csigafÚrÃģ, fÚrÃĄs, fÚrÃģgÃĐp, fÚrÃģgÃĐpek
A fÚrÃĄs cÃĐlja
A kÞlÃķnbÃķzÅ alkatrÃĐszek szerkezeti ÃķsszekÃķttetÃĐsÃĐhez kÞlÃķnbÃķzÅ nagysÃĄgÚ ÃĐs alakÚ lyukakra (furatokra) van szÞksÃĐg. Ezeket a lyukakat a lyukasztÃĄson kÃvÞl fÚrÃĄssal kÃĐszÃthetjÞk.
FÚrÃĄson azt a forgÃĄcsolÃģ eljÃĄrÃĄst ÃĐrtjÞk, amellyel fÚrÃģszerszÃĄmmal a teli anyagokbÃģl hengeres lyukat (furatot) munkÃĄlunk ki.
A furat kÃĐtfÃĐle: ÃĄtmÃĐrÅ ÃĐs zsÃĄkfurat. Az elÅbbi a munkadarabbÃģl “kifut” azon teljesen ÃĄtmegy, az utÃģbbi csak bizonyos mÃĐlysÃĐgig terjed.
FÚrÃģszerszÃĄmok
A fÚrÃĄst fÚrÃģszerszÃĄmmal, fÚrÃģgÃĐppel ÃĐs a szÞksÃĐges segÃĐdeszkÃķzÃķkkel vÃĐgezzÞk. FÚrÃģszerszÃĄmkÃĐnt fÚrÃģt hasznÃĄlunk. A fÚrÃģ anyaga szerszÃĄmacÃĐl, gyorsacÃĐl vagy kemÃĐnyfÃĐm. A fÚrÃģ kÃĐtÃĐlÅą forgÃĄcsolÃģszerszÃĄm.
A legegyszerÅąbb, egyben a legkorszerÅątlenebb fÚrÃģ a szÃvfÚrÃģ. Ma mÃĄr csak nagyon ritkÃĄn, ÃĄltalÃĄban kemÃĐny anyagok megmunkÃĄlÃĄsÃĄhoz hasznÃĄljÃĄk. A szÃvfÚrÃģ legnagyobb elÅnye, hogy kÃķnnyen elkÃĐszÃthetÅ.
A korszerÅą furatmegmunkÃĄlÃĄs szerszÃĄma a csigafÚrÃģ.
A csigafÚrÃģ elnevezÃĐs a spirÃĄlfÚrÃģ magyaros vÃĄltozata. AlapjÃĄban a csigafÚrÃģ csavar alakÚ s Ãgy a csigafÚrÃģ elnevezÃĐs nem fedi a valÃģsÃĄgot. Ez az elÃĐnevezÃĐs azonban annyira ÃĄtment a kÃķztudatba, hogy a szabvÃĄny is ezt fogadta el.
A csigafÚrÃģ kÃĐt fÅ rÃĐsze : a szÃĄr ÃĐs a dolgozÃģ rÃĐsz.
A dolgozÃģ rÃĐszen talÃĄljuk a forgÃĄcshornyot, a vezetÅszalagot ÃĐs a vÃĄgÃģÃĐlet.
A szÃĄr a fÚrÃģ befogÃĄsÃĄra valÃģ.
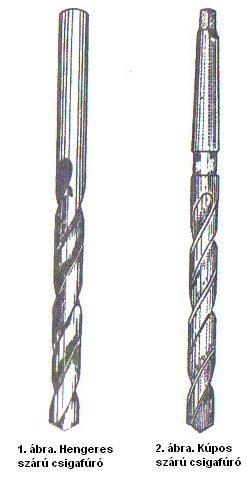
A csigafÚrÃģt kÃĐtfÃĐle szÃĄrformÃĄval kÃĐszÃtik: kÚpos ÃĐs hengeres szÃĄrral.
Az 1. ÃĄbrÃĄn a hengeres, a 2.ÃĄbrÃĄn a kÚpos szÃĄrÚ fÚrÃģ lÃĄthatÃģ. A 10mm-nÃĐl kisebb ÃĄtmÃĐrÅjÅą csigafÚrÃģt nagyrÃĐszt hengeres, a 10 mm-nÃĐl nagyobb ÃĄtmÃĐrÅjÅąek kÚpos szÃĄrral kÃĐszÞlnek.
A forgÃĄcshorony csavarvonal kikÃĐpzÃĐsÅą. Arra valÃģ, hogy a keletkezÅ fÚrÃģforgÃĄcsot fÚrÃĄs kÃķzben a furatbÃģl eltÃĄvolÃtsa. Ezt a csavarvonal kikÃĐpzÃĐse teszi lehetÅvÃĐ.
A csigafÚrÃģnak kÃĐt forgÃĄcshornya van.
A kÃĐt vezetÅszalag a fÚrÃģt vezeti. A szalagfelÞlet ÃĄtmÃĐrÅje a szÃĄr fÃķlÃĐ fokozatosan csÃķkken. Ez a csÃķkkenÃĐs azonban igen kicsi, a furatÃĄtmÃĐrÅtÅl fÞggÅen 100 mm-enkÃĐnt 0,03…0,2 mm-ig vÃĄltozik. CÃĐlja, hogy a szalagfelÞlet enyhÃĐn kÚpos legyen, ÃĐs Ãgy a fÚrÃģ ne szorulhasson a furatba.
A forgÃĄcshornyok kÃķzÃķtt megmaradÃģ teljes anyagkeresztmetszetet a fÚrÃģ magjÃĄnak vagy lelkÃĐnek nevezzÞk.
A csigafÚrÃģ fÅvÃĄgÃģÃĐle vÃĐgzi a furat megmunkÃĄlÃĄsÃĄt, forgÃĄcsolÃĄsÃĄt.
A forgÃĄcsolÃĄs csak akkor eredmÃĐnyes, ha a fÚrÃģ ÃĐlkikÃĐpzÃĐse megfelel a mÅąszaki kÃķvetelmÃĐnyeknek.
A csigafÚrÃģ ÃĐlkikÃĐpzÃĐsÃĐt a fÚrÃģ hegyÃĐnek kÚposra valÃģ kÃķszÃķrÞlÃĐsÃĐvel valÃģsÃtjuk meg.
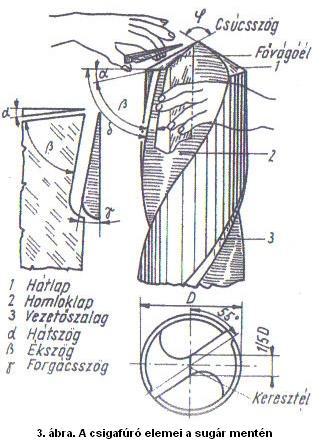
Az ÃĐlkikÃĐpzÃĐst a kÃķvetkezÅ elemek befolyÃĄsoljÃĄk: (3. ÃĄbra)
hÃĄtlap: a fÅvÃĄgÃģÃĐl mÃķgÃķtti felÞlet;
homloklap: a fÅvÃĄgÃģÃĐl elÅtti terÞlet;
hÃĄtszÃķg, α: a csigafÚrÃģ hÃĄtlapja ÃĐs a vÃĄgÃģÃĐl ÃĄltal bezÃĄrt szÃķg. ÃrtÃĐke 6…8°
ÃĐkszÃķg β: a csigafÚrÃģ hÃĄtlapja ÃĐs homloklapja ÃĄltal bezÃĄrt szÃķg. ÃrtÃĐke kemÃĐny ÃĐs rideg anyagokhoz 70°, lÃĄgy anyagokhoz 45…50°
homlokszÃķg, ill. forgÃĄcsszÃķg, γ: a csigafÚrÃģ homloklapja ÃĐs a vÃĄgÃĄsi felÞletre hÚzott merÅleges ÃĄltal bezÃĄrt szÃķg. A homlokszÃķget a fÚrÃģn vÃĐgigfutÃģ csavarhorony kiemelkedÃĐsi szÃķge hatÃĄrozza meg, ezÃĐrt ennek ÃĐrtÃĐke ÃĄllandÃģan 23°
metszÅszÃķg δ: a hÃĄtszÃķg ÃĐs az ÃĐkszÃķgek Ãķsszege;
csÚcsszÃķg φ: a kÃĐt fÅvÃĄgÃģÃĐl ÃĄltal bezÃĄrt szÃķg. ÃrtÃĐke acÃĐlanyagokhoz 118°, kÃķnnyÅąfÃĐmekhez 130°.
keresztÃĐl: a csigafÚrÃģ csÚcsÃĄnak kÃķzepÃĐn helyezkedik el.
A keresztÃĐl nem forgÃĄcsol, hanem az anyagot nyomja, roncsolja, a fÚrÃĄst nehezÃti. EzÃĐrt mÃĐretÃĐt kÃķszÃķrÞlÃĐskor minÃĐl kisebbre kell venni, ÃĐrtÃĐke a fÚrÃģÃĄtmÃĐrÅ 1/5-ÃĐt nem haladja meg.
A forgÃĄcsolÃĄs alapfogalmai
A csigafÚrÃģ fÚrÃĄs kÃķzben forgÃģ ÃĐs haladÃģ mozgÃĄst vÃĐgez. A forgÃģ mozgÃĄst forgÃĄcsolÃģ fÅmozgÃĄsnak, a tengelyirÃĄnyÚ haladÃģ mozgÃĄst forgÃĄcsolÃģ mellÃĐkmozgÃĄsnak vagy elÅtolÃĄsnak nevezzÞk.
ElÅtolÃĄs
A fÚrÃģszerszÃĄmmal fÚrÃĄs kÃķzben be kell hatolni az anyagba. A behatolÃĄshoz a szerszÃĄmot rÃĄ kell nyomni az anyagra. Ehhez meghatÃĄrozott ÃĄllandÃģ erÅre van szÞksÃĐg. Ezt a tengelyirÃĄnyÚ erÅt elÅtolÃĄsi erÅnek nevezzÞk. A fÚrÃģ behatolÃĄsa az anyagba meghatÃĄrozott tengelyirÃĄnyÚ nyomÃĄs ÃĐs sebessÃĐg mellett mehet vÃĐgbe. Ezt a tengelyirÃĄnyÚ sebessÃĐget elÅtolÃĄsi sebessÃĐgnek nevezzÞk. Az elÅtolÃĄs mÃĐrtÃĐkegysÃĐge a mm/fordulat vagy mm/perc. FÚrÃĄskor az elÅtolÃĄst mm/fordulatban adjÃĄk meg.
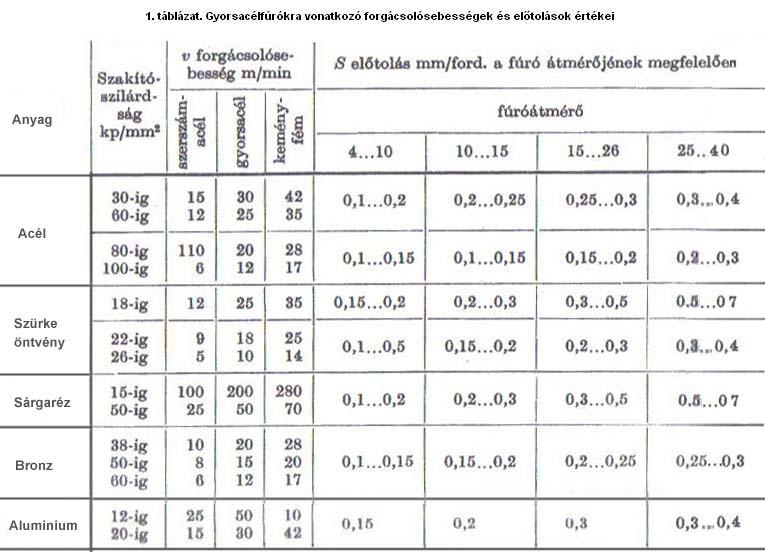
A gyorsacÃĐlfÚrÃģkra vonatkozÃģ vÃĄgÃģsebessÃĐget ÃĐs eltolÃĄsok ÃĐrtÃĐkeit az 1. tÃĄblÃĄzat tartalmazza.
Ãltartam
A szerszÃĄm a forgÃĄcsolÃĄsi mÅąvelet kÃķzben felmelegszik. Nagyobb sebessÃĐgnÃĐl nagyobb a szerszÃĄm hÅmÃĐrsÃĐklete. Minden szerszÃĄmacÃĐl a nÃķvekvÅ hÅmÃĐrsÃĐklet hatÃĄsÃĄra egy bizonyos hÅmÃĐrsÃĐkletÃĐrtÃĐktÅl felfele mÃĄr elveszÃti kemÃĐnysÃĐgÃĐt, kilÃĄgyul. Ha a hÅmÃĐrsÃĐkletet tovÃĄbb nÃķveljÞk, a szerszÃĄm egyes pontjai megolvadnak, leÃĐgnek.
MinÃĐl ÃĐletlenebb a szerszÃĄm, annÃĄl inkÃĄbb melegszik. EzÃĐrt van nagy jelentÅsÃĐge a szerszÃĄm munka kÃķzbeni kopÃĄsÃĄnak. A szerszÃĄmkopÃĄs ugyanazon szerszÃĄmacÃĐlra, ugyanazon megmunkÃĄlandÃģ anyagra ÃĐs egyazon forgÃĄcsolÃģsebessÃĐg mellett mindig ugyanannyi idÅ elmÚltÃĄval kÃķvetkezik be. Ezt az idÅt a szerszÃĄm ÃĐltartamÃĄnak nevezzÞk. Minden forgÃĄcsolÃģsebessÃĐghez mÃĄs-mÃĄs ÃĐltartam tartozik. A szerszÃĄmacÃĐl ÃĐltartama a legkisebb, a gyorsacÃĐlÃĐ kÃķzepes, a kemÃĐnyfÃĐmÃĐ a legnagyobb.
ForgÃĄcsolÃģsebessÃĐg
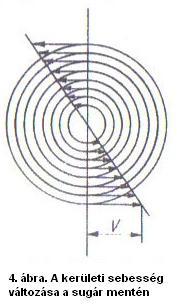
A forgÃģ mozgÃĄsban levÅ test minden pontja kÃķrvonalon mozog, e kÃķrÃķk pontjainak kerÞleti sebessÃĐgei a kÃķzÃĐptÅl kifelÃĐ nagyobbak, mint a kÃķzÃĐphez kÃķzelebb levÅkÃĐ (4. ÃĄbra). A legkÞlsÅ kÃķrÃven fekvÅ pont sebessÃĐge a legnagyobb, ez a sebessÃĐg a fÚrÃģ tÃĐnyleges kerÞleti sebessÃĐge. A forgÃĄcsolÃĄsban a kerÞleti sebessÃĐget forgÃĄcsolÃģ- (vÃĄgÃģ-) sebessÃĐgnek nevezzÞk, mÃĐrtÃĐkegysÃĐge v=m/min.
FÚrÃģknÃĄl forgÃĄcsolÃģsebessÃĐgen a fÚrÃģ kerÞlete egy pontjÃĄnak kerÞleti sebessÃĐgÃĐt ÃĐrtjÞk. A v forgÃĄcsolÃģsebessÃĐg tehÃĄt az alkalmazott n fordulatszÃĄmtÃģl ÃĐs a fÚrÃģ d ÃĄtmÃĐrÅkÃĐtÅl fÞgg. KÃĐpletben: v=dπn/1000 m/min, ebbÅl n=1000v/πd
A fÚrÃģgÃĐpek ÃĐs a fÚrÃģeszkÃķzÃķk
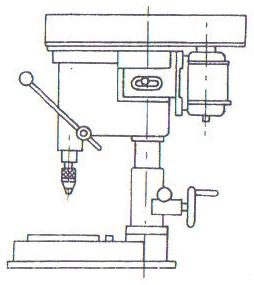
A fÚrÃģt a kÃĐzi vagy gÃĐpi hajtÃĄsÚ, hordozhatÃģ vagy helyhez kÃķtÃķtt fÚrÃģgÃĐpekkel forgatjuk. NÃĐhÃĄny jellegzetes fÚrÃģgÃĐp:
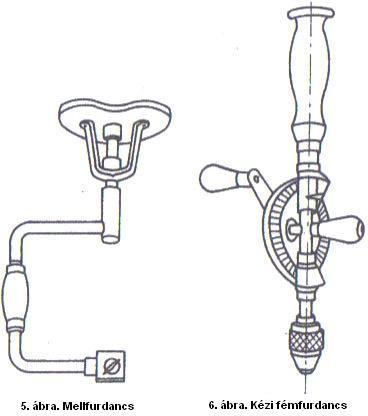
Mellfurdancs: (5. ÃĄbra) A forgÃģ mozgÃĄst kÃĐzzel, az egyenes vonalÚ mozgÃĄst pedig a kÃĐznek a furdancsra gyakorolt nyomÃĄsÃĄval vagy a mell nyomÃĄsÃĄval hozzuk lÃĐtre. A mellfurdancsnak ma mÃĄr a vas- ÃĐs a fÃĐmiparban nincs jelentÅsÃĐge.
A kÃĐzi fÃĐmfurdancsot (6. ÃĄbra ) kÃĐzzel a fogantyÚval egyÞtt forgÃģ tÃĄnyÃĐrkerÃĐkkel hajtjuk. A tÃĄnyÃĐrkerÃĐk kÃĐt kÚpkereket forgat, kÃķzÞlÞk a felsÅ a tÃĄnyÃĐrkereket kotyogÃĄsmentesen vezeti, az alsÃģ pedig a fÚrÃģtokmÃĄnyt hajtja.
A fÚrÃģbefogÃĄs eszkÃķzei
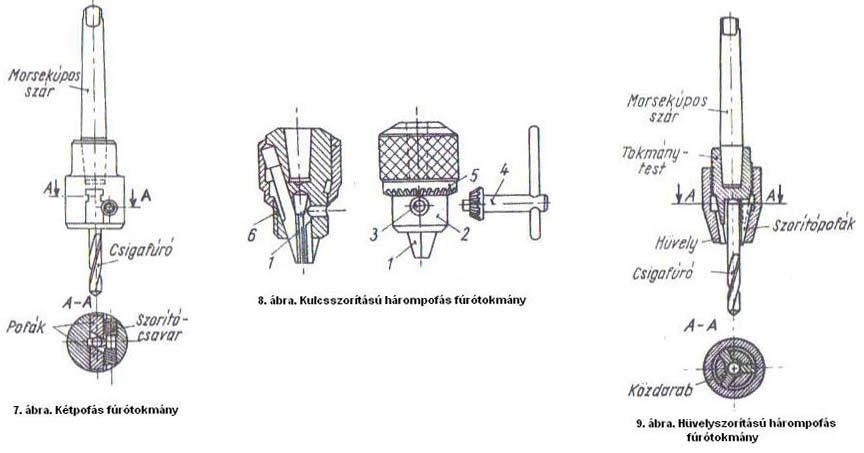
A hÃĄrompofÃĄs tokmÃĄnyok kÃķzÞl kÃĐtfajta gyakori:
A kulcsszorÃtÃĄsÚ hÃĄrompofÃĄs tokmÃĄnyt (8. ÃĄbra) tÃķbbnyire kis fÚrÃģgÃĐpeken alkalmazzÃĄk.
A szorÃtÃĄsrÃģl az 1 szorÃtÃģpofÃĄk gondoskodnak, amelyek a 2 tokmÃĄnytestben ferde helyzetben fekszenek. A szorÃtÃĄst a pofÃĄk lefelÃĐ mozgatÃĄsa ÃĄltal a 4 fogaskulcs segÃtsÃĐgÃĐvel az 5 fogashÞvely vÃĐgzi. A pofÃĄkat lefelÃĐ a 6 kÚpos anya mozgatja. Ez kÚpos menetÃĐvel a pofÃĄkhoz kapcsolÃģdik.
KÃķzpontosÃtÃĄsa jobb, de szorÃtÃĄsa gyengÃĐbb, mint a kÃĐtpofÃĄs tokmÃĄnyÃĐ. Mivel kÃĐnyes szerszÃĄm, megerÅltetni, Þtni nem szabad. Ha nehezen mÅąkÃķdik, javÃtÃĄssal, tisztÃtÃĄssal tesszÞk ÞzemkÃĐpessÃĐ.
A munkadarab be-, ill. felfogÃĄsa
A munkadarabot gyakran gÃĐpsatuba fogjuk be, ez gyors darabcserÃĐt tesz lehetÅvÃĐ (10. ÃĄbra).
Gondoskodni kell a munkadarab jÃģ felfekvÃĐsÃĐrÅl, mert mÃĄr kis eltÃĐrÃĐs esetÃĐn is ferde lesz a furat.
A fÚrÃĄs munkaszabÃĄlyai
Csak jÃģl ÃĐlezett szerszÃĄmmal lehet jÃģ munkÃĄt vÃĐgezni.
FÚrÃĄs elÅtt vizsgÃĄljuk meg, hogy a fÚrÃģ kifuthat-e az asztalhoronyba vagy a forgÃĄcslyukra.
Az ellenÅrzÅkÃķr alapjÃĄn gyÅzÅdjÞnk meg arrÃģl, hogy a fÚrÃģ nem mÃĄszott-e el.
A fÚrÃĄst kÃĐzi elÅtolÃĄssal kezdjÞk el akkor is, ha gÃĐpi elÅtolÃĄsÚ gÃĐppel dolgozunk.
Nagy lyukat fÚrjunk elÅ kisebb fÚrÃģval.
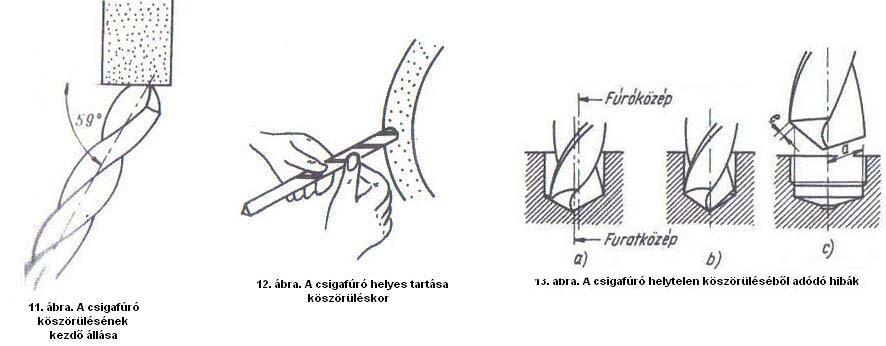
A csigafÚrÃģ kÃķszÃķrÞlÃĐse
A jÃģl ÃĐlezett csigafÚrÃģnak a kÃķvetkezÅ kÃķvetelmÃĐnyeknek kell megfelelnie:
- helyes csÚcsszÃķg
- helyes hÃĄtszÃķg
- helyes keresztÃĐlszÃķg ÃĐs hosszÚsÃĄg
- egyforma magassÃĄgban levÅ ÃĐs kÃķzpontos ÃĐlek
A kÃķvetelmÃĐnyeket a csigafÚrÃģ ÃĐlezÃĐsekor kell megvalÃģsÃtani.
A csigafÚrÃģ ÃĐlezÃĐsÃĐt a hÃĄtfelÞlet kÃķszÃķrÞlÃĐsÃĐvel ÃĐrjÞk el.
A hÃĄtfelÞlet elÅÃrÃĄsnak megfelelÅ kialakÃtÃĄsa kÃĐzi kÃķszÃķrÞlÃĐssel elÃĐggÃĐ bonyolult feladat, ÃĐs nagy gyakorlatot kÃvÃĄn, tÃķbb mozdulat ÃķsszehangolÃĄsÃĄnak eredmÃĐnye.
Ha a fÚrÃģ jÃģl kÃķszÃķrÞlt, az α hÃĄtszÃķg a fÚrÃģ kÃķzepe felÃĐ nÃķvekszik (kb. 25°), mÃg a kerÞleten kisebb (kb. 6°). A hÃĄtfelÞlet ilyen kialakÃtÃĄsÃĄt csak Úgy tudjuk elÃĐrni, ha a fÚrÃģt egy elkÃĐpzelt kÚp tengelye kÃķrÞl – az Ún. lengetÃĐsi tengely kÃķrÞl – lengetjÞk, s kÃķzben a fÚrÃģt sajÃĄt tengelye kÃķrÞl elforgatjuk. Ezt a kÃĐt mozdulatot a leggyorsabban Úgy tudjuk Ãķsszehangolni ÃĐs begyakorolni, ha egy szabÃĄlyosan kÃķszÃķrÞlt, nagyobb ÃĄtmÃĐrÅjÅą csigafÚrÃģt hÃĄtfelÞletÃĐnÃĐl fogva egy fÞggÅleges helyzetÅą egyenes sÃkon tÃķbbszÃķr legÃķrdÃtÞnk. A pontos legÃķrdÃtÃĐskor a csigafÚrÃģ azokat a mozgÃĄsokat vÃĐgzi, amelyeket kÃķszÃķrÞlÃĐskor alkalmaznunk kell.
Az ÃĐlek egyenlÅtlen hosszÃĄbÃģl ÃĐs eltÃĐrÅ hajlÃĄsÃĄbÃģl eredÅ hibÃĄkat a 13. ÃĄbrÃĄn lÃĄthatjuk. Az a ÃĄbrÃĄn az egyenlÅtlen ÃĐlhosszak hatÃĄsÃĄt lÃĄtjuk. KÃķvetkezmÃĐny: a fÚrÃģ ÃĄtmÃĐrÅjÃĐnÃĐl nagyobb furatot fÚr. A b ÃĄbra az ÃĐlek eltÃĐrÅ hajlÃĄsszÃķgÃĐnek hatÃĄsÃĄt szemlÃĐlteti. KÃķvetkezmÃĐny a fÚrÃģt a meredekebb ÃĐl ÃĄtnyomja az ellenkezÅ oldalra, s a fÚrÃģ kitÃĐr a kÃķzÃĐpvonalbÃģl. A kÃĐt hiba egyÞttesen is jelentkezhet, ezt lÃĄtjuk a c ÃĄbrÃĄn. KÃķvetkezmÃĐny: lÃĐpcsÅs, a fÚrÃģÃĄtmÃĐrÅnÃĐl tÃĄgasabb a furat, ugyanakkor a fÚrÃģ kitÃĐr a kÃķzÃĐpvonalbÃģl.