A fÃērÃĄs cÊlja
A kÃŧlÃļnbÃļzÅ alkatrÊszek szerkezeti ÃļsszekÃļttetÊsÊhez kÃŧlÃļnbÃļzÅ nagysÃĄgÃē Ês alakÃē lyukakra (furatokra) van szÃŧksÊg. Ezeket a lyukakat a lyukasztÃĄson kÃvÃŧl fÃērÃĄssal kÊszÃthetjÃŧk.
FÃērÃĄson azt a forgÃĄcsolÃŗ eljÃĄrÃĄst ÊrtjÃŧk, amellyel fÃērÃŗszerszÃĄmmal a teli anyagokbÃŗl hengeres lyukat (furatot) munkÃĄlunk ki.
A furat kÊtfÊle: ÃĄtmÊrŠÊs zsÃĄkfurat. Az elÅbbi a munkadarabbÃŗl “kifut” azon teljesen ÃĄtmegy, az utÃŗbbi csak bizonyos mÊlysÊgig terjed.
FÃērÃŗszerszÃĄmok
A fÃērÃĄst fÃērÃŗszerszÃĄmmal, fÃērÃŗgÊppel Ês a szÃŧksÊges segÊdeszkÃļzÃļkkel vÊgezzÃŧk. FÃērÃŗszerszÃĄmkÊnt fÃērÃŗt hasznÃĄlunk. A fÃērÃŗ anyaga szerszÃĄmacÊl, gyorsacÊl vagy kemÊnyfÊm. A fÃērÃŗ kÊtÊlÅą forgÃĄcsolÃŗszerszÃĄm.
A legegyszerÅąbb, egyben a legkorszerÅątlenebb fÃērÃŗ a szÃvfÃērÃŗ. Ma mÃĄr csak nagyon ritkÃĄn, ÃĄltalÃĄban kemÊny anyagok megmunkÃĄlÃĄsÃĄhoz hasznÃĄljÃĄk. A szÃvfÃērÃŗ legnagyobb elÅnye, hogy kÃļnnyen elkÊszÃthetÅ.
A korszerÅą furatmegmunkÃĄlÃĄs szerszÃĄma a csigafÃērÃŗ.
A csigafÃērÃŗ elnevezÊs a spirÃĄlfÃērÃŗ magyaros vÃĄltozata. AlapjÃĄban a csigafÃērÃŗ csavar alakÃē s Ãgy a csigafÃērÃŗ elnevezÊs nem fedi a valÃŗsÃĄgot. Ez az elÊnevezÊs azonban annyira ÃĄtment a kÃļztudatba, hogy a szabvÃĄny is ezt fogadta el.
A csigafÃērÃŗ kÊt fÅ rÊsze : a szÃĄr Ês a dolgozÃŗ rÊsz.
A dolgozÃŗ rÊszen talÃĄljuk a forgÃĄcshornyot, a vezetÅszalagot Ês a vÃĄgÃŗÊlet.
A szÃĄr a fÃērÃŗ befogÃĄsÃĄra valÃŗ.
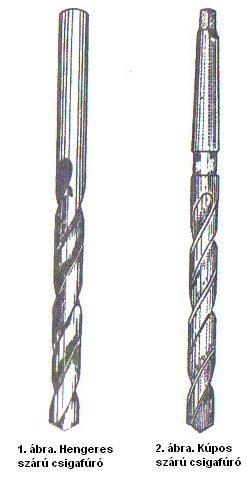
A csigafÃērÃŗt kÊtfÊle szÃĄrformÃĄval kÊszÃtik: kÃēpos Ês hengeres szÃĄrral.
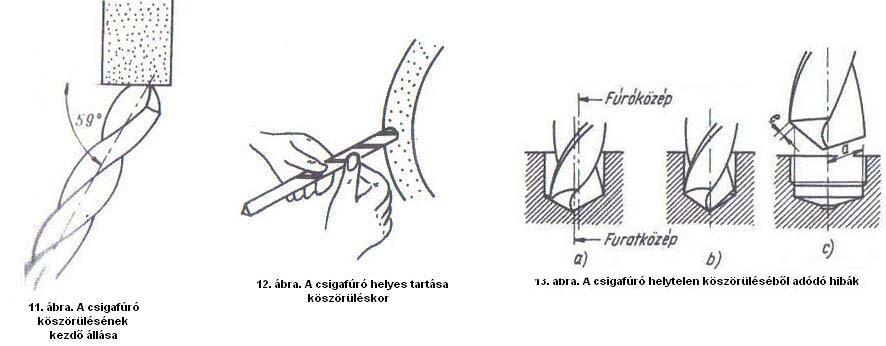
Az 1. ÃĄbrÃĄn a hengeres, a 2.ÃĄbrÃĄn a kÃēpos szÃĄrÃē fÃērÃŗ lÃĄthatÃŗ. A 10mm-nÊl kisebb ÃĄtmÊrÅjÅą csigafÃērÃŗt nagyrÊszt hengeres, a 10 mm-nÊl nagyobb ÃĄtmÊrÅjÅąek kÃēpos szÃĄrral kÊszÃŧlnek.
A forgÃĄcshorony csavarvonal kikÊpzÊsÅą. Arra valÃŗ, hogy a keletkezÅ fÃērÃŗforgÃĄcsot fÃērÃĄs kÃļzben a furatbÃŗl eltÃĄvolÃtsa. Ezt a csavarvonal kikÊpzÊse teszi lehetÅvÊ.
A csigafÃērÃŗnak kÊt forgÃĄcshornya van.
A kÊt vezetÅszalag a fÃērÃŗt vezeti. A szalagfelÃŧlet ÃĄtmÊrÅje a szÃĄr fÃļlÊ fokozatosan csÃļkken. Ez a csÃļkkenÊs azonban igen kicsi, a furatÃĄtmÊrÅtÅl fÃŧggÅen 100 mm-enkÊnt 0,03…0,2 mm-ig vÃĄltozik. CÊlja, hogy a szalagfelÃŧlet enyhÊn kÃēpos legyen, Ês Ãgy a fÃērÃŗ ne szorulhasson a furatba.
A forgÃĄcshornyok kÃļzÃļtt megmaradÃŗ teljes anyagkeresztmetszetet a fÃērÃŗ magjÃĄnak vagy lelkÊnek nevezzÃŧk.
A csigafÃērÃŗ fÅvÃĄgÃŗÊle vÊgzi a furat megmunkÃĄlÃĄsÃĄt, forgÃĄcsolÃĄsÃĄt.
A forgÃĄcsolÃĄs csak akkor eredmÊnyes, ha a fÃērÃŗ ÊlkikÊpzÊse megfelel a mÅąszaki kÃļvetelmÊnyeknek.
A csigafÃērÃŗ ÊlkikÊpzÊsÊt a fÃērÃŗ hegyÊnek kÃēposra valÃŗ kÃļszÃļrÃŧlÊsÊvel valÃŗsÃtjuk meg.
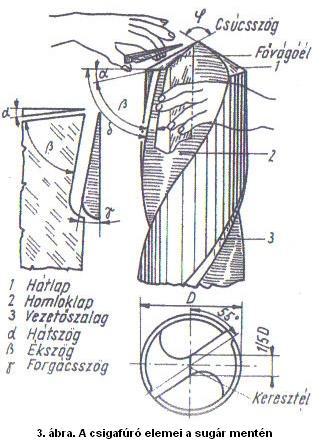
Az ÊlkikÊpzÊst a kÃļvetkezÅ elemek befolyÃĄsoljÃĄk: (3. ÃĄbra)
hÃĄtlap: a fÅvÃĄgÃŗÊl mÃļgÃļtti felÃŧlet;
homloklap: a fÅvÃĄgÃŗÊl elÅtti terÃŧlet;
hÃĄtszÃļg, α: a csigafÃērÃŗ hÃĄtlapja Ês a vÃĄgÃŗÊl ÃĄltal bezÃĄrt szÃļg. ÃrtÊke 6…8°
ÊkszÃļg β: a csigafÃērÃŗ hÃĄtlapja Ês homloklapja ÃĄltal bezÃĄrt szÃļg. ÃrtÊke kemÊny Ês rideg anyagokhoz 70°, lÃĄgy anyagokhoz 45…50°
homlokszÃļg, ill. forgÃĄcsszÃļg, γ: a csigafÃērÃŗ homloklapja Ês a vÃĄgÃĄsi felÃŧletre hÃēzott merÅleges ÃĄltal bezÃĄrt szÃļg. A homlokszÃļget a fÃērÃŗn vÊgigfutÃŗ csavarhorony kiemelkedÊsi szÃļge hatÃĄrozza meg, ezÊrt ennek ÊrtÊke ÃĄllandÃŗan 23°
metszÅszÃļg δ: a hÃĄtszÃļg Ês az ÊkszÃļgek Ãļsszege;
csÃēcsszÃļg φ: a kÊt fÅvÃĄgÃŗÊl ÃĄltal bezÃĄrt szÃļg. ÃrtÊke acÊlanyagokhoz 118°, kÃļnnyÅąfÊmekhez 130°.
keresztÊl: a csigafÃērÃŗ csÃēcsÃĄnak kÃļzepÊn helyezkedik el.
A keresztÊl nem forgÃĄcsol, hanem az anyagot nyomja, roncsolja, a fÃērÃĄst nehezÃti. EzÊrt mÊretÊt kÃļszÃļrÃŧlÊskor minÊl kisebbre kell venni, ÊrtÊke a fÃērÃŗÃĄtmÊrÅ 1/5-Êt nem haladja meg.
A forgÃĄcsolÃĄs alapfogalmai
A csigafÃērÃŗ fÃērÃĄs kÃļzben forgÃŗ Ês haladÃŗ mozgÃĄst vÊgez. A forgÃŗ mozgÃĄst forgÃĄcsolÃŗ fÅmozgÃĄsnak, a tengelyirÃĄnyÃē haladÃŗ mozgÃĄst forgÃĄcsolÃŗ mellÊkmozgÃĄsnak vagy elÅtolÃĄsnak nevezzÃŧk.
ElÅtolÃĄs
A fÃērÃŗszerszÃĄmmal fÃērÃĄs kÃļzben be kell hatolni az anyagba. A behatolÃĄshoz a szerszÃĄmot rÃĄ kell nyomni az anyagra. Ehhez meghatÃĄrozott ÃĄllandÃŗ erÅre van szÃŧksÊg. Ezt a tengelyirÃĄnyÃē erÅt elÅtolÃĄsi erÅnek nevezzÃŧk. A fÃērÃŗ behatolÃĄsa az anyagba meghatÃĄrozott tengelyirÃĄnyÃē nyomÃĄs Ês sebessÊg mellett mehet vÊgbe. Ezt a tengelyirÃĄnyÃē sebessÊget elÅtolÃĄsi sebessÊgnek nevezzÃŧk. Az elÅtolÃĄs mÊrtÊkegysÊge a mm/fordulat vagy mm/perc. FÃērÃĄskor az elÅtolÃĄst mm/fordulatban adjÃĄk meg.
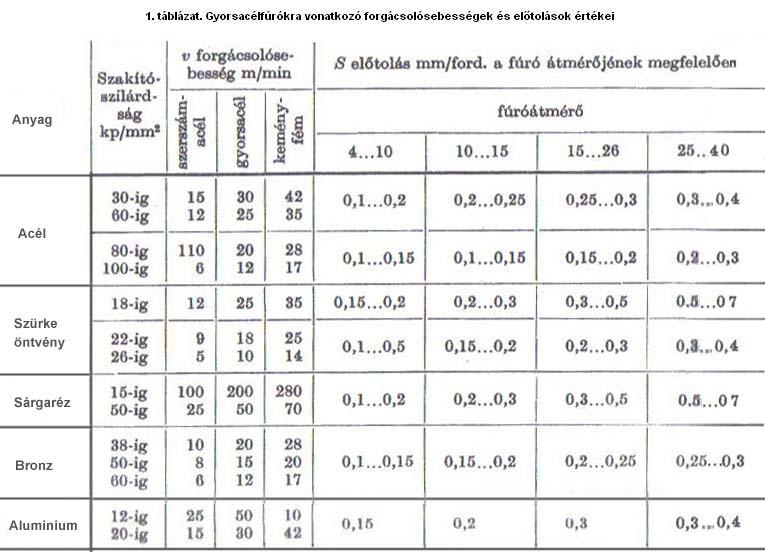
A gyorsacÊlfÃērÃŗkra vonatkozÃŗ vÃĄgÃŗsebessÊget Ês eltolÃĄsok ÊrtÊkeit az 1. tÃĄblÃĄzat tartalmazza.
Ãltartam
A szerszÃĄm a forgÃĄcsolÃĄsi mÅąvelet kÃļzben felmelegszik. Nagyobb sebessÊgnÊl nagyobb a szerszÃĄm hÅmÊrsÊklete. Minden szerszÃĄmacÊl a nÃļvekvÅ hÅmÊrsÊklet hatÃĄsÃĄra egy bizonyos hÅmÊrsÊkletÊrtÊktÅl felfele mÃĄr elveszÃti kemÊnysÊgÊt, kilÃĄgyul. Ha a hÅmÊrsÊkletet tovÃĄbb nÃļveljÃŧk, a szerszÃĄm egyes pontjai megolvadnak, leÊgnek.
MinÊl Êletlenebb a szerszÃĄm, annÃĄl inkÃĄbb melegszik. EzÊrt van nagy jelentÅsÊge a szerszÃĄm munka kÃļzbeni kopÃĄsÃĄnak. A szerszÃĄmkopÃĄs ugyanazon szerszÃĄmacÊlra, ugyanazon megmunkÃĄlandÃŗ anyagra Ês egyazon forgÃĄcsolÃŗsebessÊg mellett mindig ugyanannyi idÅ elmÃēltÃĄval kÃļvetkezik be. Ezt az idÅt a szerszÃĄm ÊltartamÃĄnak nevezzÃŧk. Minden forgÃĄcsolÃŗsebessÊghez mÃĄs-mÃĄs Êltartam tartozik. A szerszÃĄmacÊl Êltartama a legkisebb, a gyorsacÊlÊ kÃļzepes, a kemÊnyfÊmÊ a legnagyobb.
ForgÃĄcsolÃŗsebessÊg
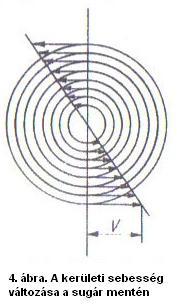
A forgÃŗ mozgÃĄsban levÅ test minden pontja kÃļrvonalon mozog, e kÃļrÃļk pontjainak kerÃŧleti sebessÊgei a kÃļzÊptÅl kifelÊ nagyobbak, mint a kÃļzÊphez kÃļzelebb levÅkÊ (4. ÃĄbra). A legkÃŧlsÅ kÃļrÃven fekvÅ pont sebessÊge a legnagyobb, ez a sebessÊg a fÃērÃŗ tÊnyleges kerÃŧleti sebessÊge. A forgÃĄcsolÃĄsban a kerÃŧleti sebessÊget forgÃĄcsolÃŗ- (vÃĄgÃŗ-) sebessÊgnek nevezzÃŧk, mÊrtÊkegysÊge v=m/min.
FÃērÃŗknÃĄl forgÃĄcsolÃŗsebessÊgen a fÃērÃŗ kerÃŧlete egy pontjÃĄnak kerÃŧleti sebessÊgÊt ÊrtjÃŧk. A v forgÃĄcsolÃŗsebessÊg tehÃĄt az alkalmazott n fordulatszÃĄmtÃŗl Ês a fÃērÃŗ d ÃĄtmÊrÅkÊtÅl fÃŧgg. KÊpletben: v=dπn/1000 m/min, ebbÅl n=1000v/πd
A fÃērÃŗgÊpek Ês a fÃērÃŗeszkÃļzÃļk
A fÃērÃŗt a kÊzi vagy gÊpi hajtÃĄsÃē, hordozhatÃŗ vagy helyhez kÃļtÃļtt fÃērÃŗgÊpekkel forgatjuk. NÊhÃĄny jellegzetes fÃērÃŗgÊp:
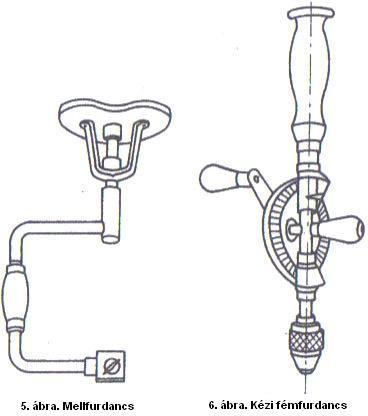
Mellfurdancs: (5. ÃĄbra) A forgÃŗ mozgÃĄst kÊzzel, az egyenes vonalÃē mozgÃĄst pedig a kÊznek a furdancsra gyakorolt nyomÃĄsÃĄval vagy a mell nyomÃĄsÃĄval hozzuk lÊtre. A mellfurdancsnak ma mÃĄr a vas- Ês a fÊmiparban nincs jelentÅsÊge.
A kÊzi fÊmfurdancsot (6. ÃĄbra ) kÊzzel a fogantyÃēval egyÃŧtt forgÃŗ tÃĄnyÊrkerÊkkel hajtjuk. A tÃĄnyÊrkerÊk kÊt kÃēpkereket forgat, kÃļzÃŧlÃŧk a felsÅ a tÃĄnyÊrkereket kotyogÃĄsmentesen vezeti, az alsÃŗ pedig a fÃērÃŗtokmÃĄnyt hajtja.
A fÃērÃŗbefogÃĄs eszkÃļzei
A hÃĄrompofÃĄs tokmÃĄnyok kÃļzÃŧl kÊtfajta gyakori:
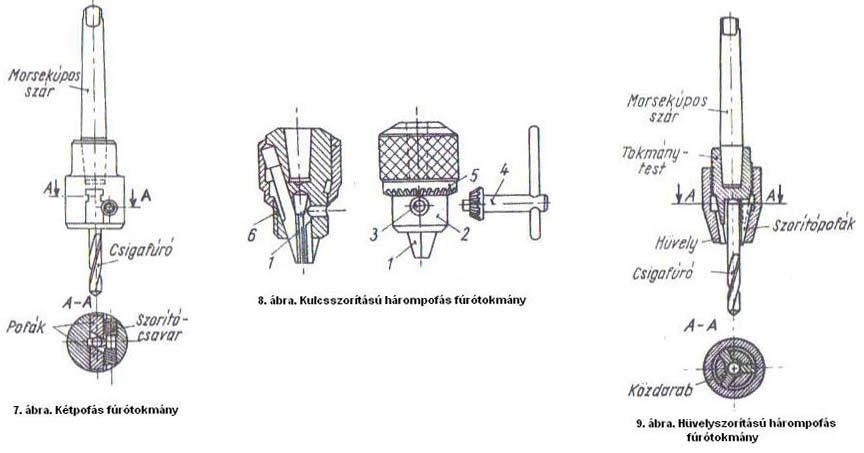
A kulcsszorÃtÃĄsÃē hÃĄrompofÃĄs tokmÃĄnyt (8. ÃĄbra) tÃļbbnyire kis fÃērÃŗgÊpeken alkalmazzÃĄk.
A szorÃtÃĄsrÃŗl az 1 szorÃtÃŗpofÃĄk gondoskodnak, amelyek a 2 tokmÃĄnytestben ferde helyzetben fekszenek. A szorÃtÃĄst a pofÃĄk lefelÊ mozgatÃĄsa ÃĄltal a 4 fogaskulcs segÃtsÊgÊvel az 5 fogashÃŧvely vÊgzi. A pofÃĄkat lefelÊ a 6 kÃēpos anya mozgatja. Ez kÃēpos menetÊvel a pofÃĄkhoz kapcsolÃŗdik.
KÃļzpontosÃtÃĄsa jobb, de szorÃtÃĄsa gyengÊbb, mint a kÊtpofÃĄs tokmÃĄnyÊ. Mivel kÊnyes szerszÃĄm, megerÅltetni, Ãŧtni nem szabad. Ha nehezen mÅąkÃļdik, javÃtÃĄssal, tisztÃtÃĄssal tesszÃŧk ÃŧzemkÊpessÊ.
A munkadarab be-, ill. felfogÃĄsa
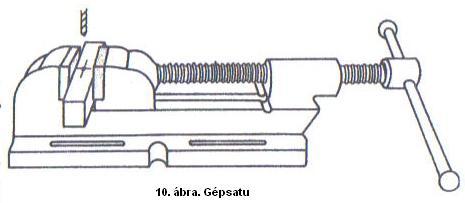
A munkadarabot gyakran gÊpsatuba fogjuk be, ez gyors darabcserÊt tesz lehetÅvÊ (10. ÃĄbra).
Gondoskodni kell a munkadarab jÃŗ felfekvÊsÊrÅl, mert mÃĄr kis eltÊrÊs esetÊn is ferde lesz a furat.
A fÃērÃĄs munkaszabÃĄlyai
Csak jÃŗl Êlezett szerszÃĄmmal lehet jÃŗ munkÃĄt vÊgezni.
FÃērÃĄs elÅtt vizsgÃĄljuk meg, hogy a fÃērÃŗ kifuthat-e az asztalhoronyba vagy a forgÃĄcslyukra.
Az ellenÅrzÅkÃļr alapjÃĄn gyÅzÅdjÃŧnk meg arrÃŗl, hogy a fÃērÃŗ nem mÃĄszott-e el.
A fÃērÃĄst kÊzi elÅtolÃĄssal kezdjÃŧk el akkor is, ha gÊpi elÅtolÃĄsÃē gÊppel dolgozunk.
Nagy lyukat fÃērjunk elÅ kisebb fÃērÃŗval.
A csigafÃērÃŗ kÃļszÃļrÃŧlÊse
A jÃŗl Êlezett csigafÃērÃŗnak a kÃļvetkezÅ kÃļvetelmÊnyeknek kell megfelelnie:
- helyes csÃēcsszÃļg
- helyes hÃĄtszÃļg
- helyes keresztÊlszÃļg Ês hosszÃēsÃĄg
- egyforma magassÃĄgban levŠÊs kÃļzpontos Êlek
A kÃļvetelmÊnyeket a csigafÃērÃŗ ÊlezÊsekor kell megvalÃŗsÃtani.
A csigafÃērÃŗ ÊlezÊsÊt a hÃĄtfelÃŧlet kÃļszÃļrÃŧlÊsÊvel ÊrjÃŧk el.
A hÃĄtfelÃŧlet elÅÃrÃĄsnak megfelelÅ kialakÃtÃĄsa kÊzi kÃļszÃļrÃŧlÊssel elÊggÊ bonyolult feladat, Ês nagy gyakorlatot kÃvÃĄn, tÃļbb mozdulat ÃļsszehangolÃĄsÃĄnak eredmÊnye.
Ha a fÃērÃŗ jÃŗl kÃļszÃļrÃŧlt, az α hÃĄtszÃļg a fÃērÃŗ kÃļzepe felÊ nÃļvekszik (kb. 25°), mÃg a kerÃŧleten kisebb (kb. 6°). A hÃĄtfelÃŧlet ilyen kialakÃtÃĄsÃĄt csak Ãēgy tudjuk elÊrni, ha a fÃērÃŗt egy elkÊpzelt kÃēp tengelye kÃļrÃŧl – az Ãēn. lengetÊsi tengely kÃļrÃŧl – lengetjÃŧk, s kÃļzben a fÃērÃŗt sajÃĄt tengelye kÃļrÃŧl elforgatjuk. Ezt a kÊt mozdulatot a leggyorsabban Ãēgy tudjuk Ãļsszehangolni Ês begyakorolni, ha egy szabÃĄlyosan kÃļszÃļrÃŧlt, nagyobb ÃĄtmÊrÅjÅą csigafÃērÃŗt hÃĄtfelÃŧletÊnÊl fogva egy fÃŧggÅleges helyzetÅą egyenes sÃkon tÃļbbszÃļr legÃļrdÃtÃŧnk. A pontos legÃļrdÃtÊskor a csigafÃērÃŗ azokat a mozgÃĄsokat vÊgzi, amelyeket kÃļszÃļrÃŧlÊskor alkalmaznunk kell.
Az Êlek egyenlÅtlen hosszÃĄbÃŗl Ês eltÊrÅ hajlÃĄsÃĄbÃŗl eredÅ hibÃĄkat a 13. ÃĄbrÃĄn lÃĄthatjuk. Az a ÃĄbrÃĄn az egyenlÅtlen Êlhosszak hatÃĄsÃĄt lÃĄtjuk. KÃļvetkezmÊny: a fÃērÃŗ ÃĄtmÊrÅjÊnÊl nagyobb furatot fÃēr. A b ÃĄbra az Êlek eltÊrÅ hajlÃĄsszÃļgÊnek hatÃĄsÃĄt szemlÊlteti. KÃļvetkezmÊny a fÃērÃŗt a meredekebb Êl ÃĄtnyomja az ellenkezÅ oldalra, s a fÃērÃŗ kitÊr a kÃļzÊpvonalbÃŗl. A kÊt hiba egyÃŧttesen is jelentkezhet, ezt lÃĄtjuk a c ÃĄbrÃĄn. KÃļvetkezmÊny: lÊpcsÅs, a fÃērÃŗÃĄtmÊrÅnÊl tÃĄgasabb a furat, ugyanakkor a fÃērÃŗ kitÊr a kÃļzÊpvonalbÃŗl.